青岛群基机械设备有限公司
手机:13854246918 殷经理
电话:0532-66878345
传真:0532-66878345
邮件:qdqunji2014@126.com
邮编:266000
地址:青岛城阳区银河路577号
网址:http://www.qdqunji2016.com
台湾建德工业集团、浙江荣德机械有限公司技术方案
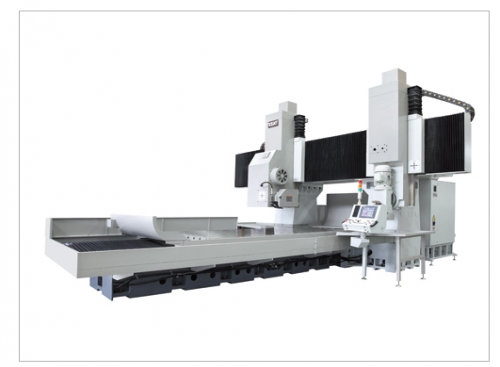
KGP-2060D定梁式龙门磨床目录
1.公司沿革与简介
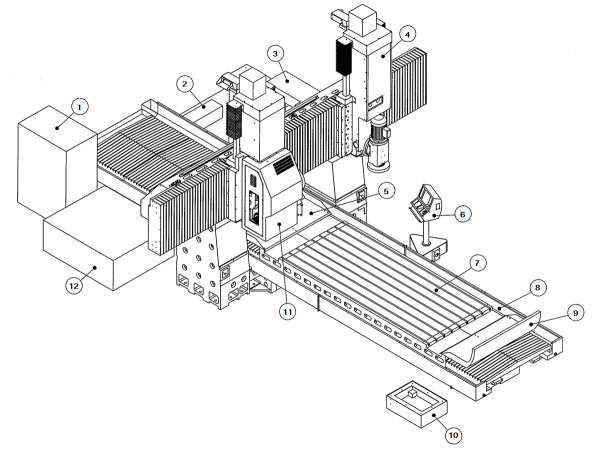
2.机械规格和外形示意图
3.产品描述
4.机械配备
5.主要配件品牌及产地
6.机床电源及使用环境条件
7.机床精度及验收标准
8.安装和培训與保固
3.1.有限元分析之高刚性结构体
主机座、工作台、立柱、横梁、滑动架与机头等重要铸件体均采用高级铸铁,经过特殊回火处理,刚性高,变形小,保持机械长期精度稳定。
所有结构体,经过有限元分析,合理之筋板结构设计,以维持机器之精准和防止共振,加上宽阔之底座滑板设计,平顺和滑畅长久使用不变形,重切削仍可维持机台之寿命和精度。
3.2.全支撑之工作台结构设计
工作台采全支撑硬轨结构,搭配(美制)Turcite –B与手工铲刮保证工作台在负荷的情况下,减低阻尼系数,确保工作台之平稳运行与研削精度。
3.3.油压系统
单缸驱动式,配合油压系统之设计,使工作台具5-25m/min多段可调之速度,适合多种用途之加工;缓冲之设计,在确保行程安全及震动的减少;透过精密之设计,选用日本制高质量油封,确保滑动顺畅及使用寿命。
3.4.油冷却机装置
油压系统经由恒温油冷却机达到冷却效果,避免铸件热变形,确保机台之精度。
3.5.硬轨结构之前后、上下驱动设计
横立磨之前后与上下导轨,均采用硬轨,表面硬度HRC50以上,适于重型切削。横轴上下及立轴上下采用精密滚珠螺杆配合AC伺服马达驱动,扭矩大,确保进刀精度。
3.6.高精度之法兰式主轴设计
横磨头采法兰式主轴,搭配CP4超精度级之(德制)斜角滚珠轴承及高强度之斜锥滚珠轴承,三向配合,并进行预压处理,主轴跳动在2U以内,此结构设计,使主轴具有超高之研磨钢性及精度,并采用20Hx6P主轴马达,高切削性,适合重切削,并附加变频器,可调整转速。
旋转式立磨头,配合需要研磨角度之工作物,可任意调整需求之角度来研磨。并采法兰式主轴设计搭配CP4级超精密斜角滚珠轴承,并进行预压处理,主轴跳动在2U以内,刚性强、精度高、寿命长、刚性强及精度高。褡配10Hx4P 主轴马达,切削性高,并附加变频器,可调整转速。
所有主轴都是由KENT经验丰富的技术人员在温控及无尘车间装配,正因在这样严格的生产条件下,主轴受温度变化影响小,噪音低及无振动,能够提供多年的服务而不产生问题。
3.7.自动润滑系统设计
采循环式中心润滑装置,一方面可自动并完全润滑整部机台,另一方面废油回收过滤再循环润滑,不仅环保,也节省润滑油之不必要支出。
整机润滑由两个润滑回路组成,主机座、工作台导轨润滑由一个润滑油箱不间断供油,以保证充分的润滑和热量的散发,整个润滑回路均布置在主机座内,不会产生漏油。
另一个润滑回路润滑横梁前后导轨和机头上下导轨,前后螺杆和机头上下螺杆,此润滑由路根据其工作性质,采用德国设计先进的”递进式分配器”阶段供油,在保证充分润滑的条件下,可以经济用油,为回油顺畅提供保证。
润滑系统配有自我检测功能,当油罐内液位降低到设定位置时,液位开关发出警报。机台系统中收集到的剩余润滑油等通过管路进入回油组件,当油罐内的残液液位到达设定位置时液位开关发出警报。
3.8.控制系统
采三菱PLC控制系统及伺服馬達,控制线路比一般传统线路少,易于维护、修改与监测。
各项研磨条件设定一目了然,可设置多样磨削方式,操作简单、方便。易学易懂,无需经过专业的培训。
自动磨削可设置粗磨、半精磨、精磨、光磨,可直接输入各种磨削方式的进刀量,进刀次数,及光磨次数。
3.9.横轴自动补偿伺服砂轮修整器(選配)
配备横轴自动补偿伺服砂轮修整器,砂轮修整时可于操作面板上操控,除能显现出他的方便、安全与灵活性外亦具高效率与高精度之性能。
3.10.移动式的操作面板
操作面板箱采移动式设计,操控完全集中于操作面板上,符合人体工学;操作面版采图型化设计,功能一目了然,操作简便易学
3.11.冷却冲水附磁性过滤装置
机器配置附磁分过滤冷却水箱,水箱放置于机器尾部,冷却水由冷却泵浦供给磨头冷却,以工作台面回流在两侧的排水槽,再流到接水槽,经过过滤、分离,回到水箱重复循环。
4.机械配备
4.1.标准配备(内含):
4.1.1.油冷却机装置
4.1.2.冷却冲水附磁性过滤装置
4.1.3.横轴砂轮、法兰及法兰拆具
4.1.4.横轴砂轮平衡台、平衡棒
4.1.5.脚垫盘及脚垫螺丝
4.1.6.钻石修整器
4.1.7.工具箱
4.2.选配配备
4.2.1.横轴自动补偿伺服砂轮修整器
4.2.2.立轴研削機構
4.2.3.立轴自动旋转機構
4.2.4.立轴砂轮、法兰及法兰拆具
4.2.5.立轴砂轮平衡台、平衡棒
4.2.6.横轴、立轴备用法兰
5.主要配件品牌及产地
6.机床电源及使用环境条件、
6.1.对动力源的需求
6.1.1.本机台使用电力:65KW
6.1.2.建议使用之电源线:60 mm2×4芯(L1, L2, L3, PE)。
6.1.3.电源电压:380V±10% 电源频率:50/60HZ±2%
6.1.4.内部控制电压:AC24V, DC 24V
6.1.5.电夹控制电压:MAX AC110V
6.1.6.绝缘阻抗:DC 500VAGDI1MΩ以上(动力端子盘~〨端子之间)
6.1.7.绝缘耐压:AC1000V 50/60HZ 1Min以上(动力端子盘~〨端子之间)
6.1.8.使用温度:5℃~40℃
6.1.9.相对湿度:35~90% R/H(不结露)
6.1.10.大气湿度:不能有盐份、腐蚀性气、过量灰尘
6.2.对基地的需求
6.2.1.机械安装场所深深地影响到机械之效能及研磨之精密度,磨床不得置于铣床、刨床、钻床甚至插床之间,因为铣床、刨床......等的振动、跳动都会传送到磨床, 导致研磨面产生花纹, 这是因受到外来表动之影响。
6.2.2.同时机台必须防止日晒,以免机台受热产生变形,同时不要安装在电磁干扰环境,以及会造成易燃性尘埃、金属埃、爆发性气体的场所。
6.2.3.不坚固地面决不可安装磨床, 它会使机台发生变形, 按装地板所需地基强度必须在5吨M2以上。
6.3.对搬运设施的需求
机型、KGP-2060D
净重、50 吨
毛重、55 吨
搬运方式、需利用吊车搬运
6.3.1.底座须分段从集装箱吊装出,后续在操作地分段组装。
6.3.2.吊运治具:准备两直径120mmX2500mm长,S45C圆棒,放入机台底座中并用吊车搬运。
6.3.3.利用吊车搬运时, 请注意高度的限制, 其高度需在6M以上。
6.3.4.搬运中须注意安全与稳定性, 以免吊索断裂等, 不相关人员须远离工作区。
6.4.对油品的需求
6.4.1.润滑油:(建议用油如下表)
厂牌、Mobil、Esso、Shell 中油
型号、威达1号或1405#、Febis K32、Tonna T32、滑道油 #32
6.4.2.润滑系统:本机润滑系统依据需要采两部份
6.4.2.1.左右铁氟龙滑轨(工作台与主机座导轨) 。
6.4.2.2.前后及上下导轨与前后及上下滚珠螺杆。
6.4.3.油压动力油:(建议用油如下表)
厂牌、Mobil、Esso、Shell 中油
型号、DTE 25、NutoH 46、TellusT 46、液压油 R46
本公司使用液压油为R-46
7.机床精度及验收标准
7.1.机械精度
7.1.1.工作表面对基面的平行度:0.01/1,000; 0.02/5,000-10,000MM
7.1.2.表面粗糙度:Ra0.25
7.1.3.依GB 5288、ISO 4703标准
7.2.验收标准
8.安装、培训與保固
8.1.机床到达买方工厂并就位后,卖方在接到买方调试要求通知后7天内,派遣工程技术人员到买方现场对全套设备进行安装调试和人员培训。
8.2.交機驗收合格後於第三個月與第十二個月,免费到廠提供機台保養、檢查與校正。
8.3.保固期間一年,保修期后有偿终身保修。
9.本机与本文前述(含价格等要求)有可能会依细节设计的变更而变动,双方必须充分沟通与谅解。