青岛群基机械设备有限公司
手机:13854246918 殷经理
电话:0532-66878345
传真:0532-66878345
邮件:qdqunji2014@126.com
邮编:266000
地址:青岛城阳区银河路577号
网址:http://www.qdqunji2016.com
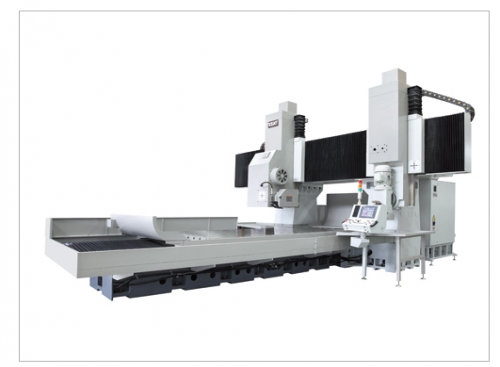
整修的龙门磨床,整修油路、线路、轨道、油漆几乎都重做过,此外,磨头部分技改,还增加了数码控制系统,为自己准备上项目。所用设备与新设备相当,即使用起来也很平稳,不像新设备一样需要磨合磨合。
龙门磨床的研磨方式主要有三种:通过式,切入式和切入式,通过式无心磨削。
在磨削加工过程中,工件沿砂轮轴方向进给。通过调节导轮轴的微小倾角,实现工件轴向进给。适合研磨细长圆筒形工件。没有中点孔的短轴、套件等。无心磨削的切入。所述的托板具有轴向定位支点,工件支撑于托板的特定位置,由砂轮或导轮切入磨削。
研磨带轴或凸台的工件,以及圆锥、球状或其它旋转工件。单通式无心磨削是这两种方法的组合。
另外,还可以进行切向进给式研磨,使带台阶的工件轴向进退的端面磨加工。生产力提高了。多用于大批量生产,容易实现自动化。

外圆磨加工时应注意的问题:
1)工作过程中应密切注意砂轮和工件表面的接触情况。工件面刚与砂轮接触时,可以听到连续的磨擦声,工件表面的水痕可以用旋转的砂轮带走,也能看到微弱的火花,此时可以加冷剂。制冷剂较好选择浓度较高的皂化液,在使用前务必进行严格的净化过滤。再送料,每双行程为0.005毫米/双行程。当火花消失时,研磨完毕,此时按住横向进给手轮的进给方向,使砂轮向工件微压,但不做进给,即等于一次研磨,从而进一步改善研磨表面质量。
2)当加工环境温度较高(如夏天)时,机床照明灯具不宜靠近工件,以免工件受热膨胀而影响磨削质量。
3)如果工件的表面出现拉毛,表明冷却剂不清洁,或者砂轮表面有浮砂,应对冷却剂进行重新过滤或清除砂轮表面的浮砂。
冷却不足、进给量太大、或砂轮钝化等原因都可导致工件局部烧伤。
5)如加工过的工件表面局部有微小的波纹,有可能是主轴松动、电机振动或其他原因所致,要根据具体情况采取相应措施加以解决。